Porosity
| Possible causes | Remedies |
|---|---|
| - draft/wind | - close doors or windows and check fans. Use shielding tents if outside |
| - paint, grease or dirt | - clean and dry plates in the weld area |
| - gas nozzle / diffuser clogged | - clean/replace |
| - gas nozzle / diffuser distorted | - replace |
| - gas nozzle / diffuser too small | - use larger-gas nozzle |
| - gas flow too high | - adjust flow rate |
| - gas leaks in system | - check by blocking gas cup; aspirate air continued gas flow indicates leaks |
| - water leaks in cooled guns | - check connections |
| - gas cup to workpiece | - check positioning of contact tip distance too long relative to gas cup; readjust parameters |
| - gas flow too low | - adjust flow rate |
Slag inclusions
Slag inclusions occur when molten slag is allowed to run ahead of the welding arc and gets trapped below the solidifying weld pool. All-positional rutile flux cored wires are prone to this, because of their fast freezing slag and their easy weldability.The most likely welding positions for slag inclusions to occur are the 1 G/PA and 2G/PC positions, particularly in joint preparations with a small included angle. It is important is to control the penetration.
To obtain sufficient penetration, welders must use the correct stick-out and arc length. If the arc voltage is too high and/or the stick-out length too short then penetration will be reduced. Also, travel speed has an important influence on penetration and must be fast enough to secure good penetration and to avoid slag running ahead of the weld pool (1G & 2G) and weld metal sagging (2G).
Lack of penetration
This occurs when the weld metal fails to extend into the complete root area of a joint. Shown below are two typical cases.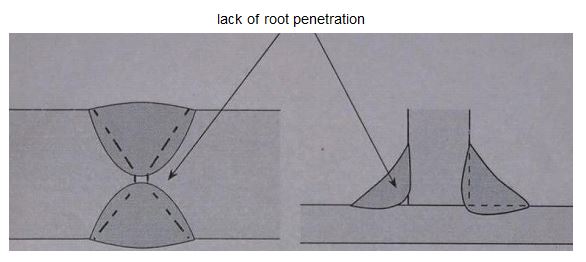
Lack of penetration
| Possible causes | Remedies |
|---|---|
| General | |
| - Welding Current too low | - Increase wire feed speed and arc voltage |
| - Arc voltage too high | - Reduce arc voltage |
| - Travel speed too high | - Reduce Travel speed |
| - Travel speed too low | - Increase travel speed; avoid slag running ahead of weld pool; stay on front edge of puddle. |
| - Forehand technique | - use backhand technique |
| - Torch angle too small | - Use correct angle relative to joint, aim the arc at the leading edge of the pool. |
| Butt welds - incorrect join prepraion | |
| - Root gap too small | - Increase gas - reduce face |
| - Included joint angle too small | - Increase angle |
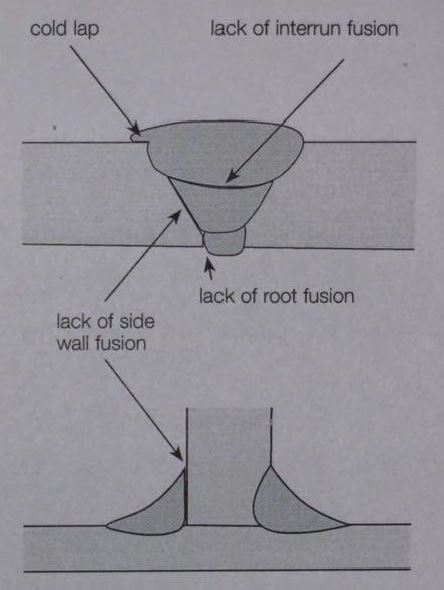
Weld defects
Lack of fusion defectsThere are several types of lack of fusion defects, but all share the same feature in that deposited weld metal has not fused with the parent metal or previously deposited weld metal. Typical forms of lack of fusion are shown in a V-butt weld. They can also occur in other types of butt joints. Also shown is a typical side wall defect in a fillet weld.
Lack of penetration
| Possible causes | Remedies |
|---|---|
| General | |
| - travel speed too high | - reduce travel speed/allow more dwell time at edges |
| - wrong parameter setting | - adjust parameters |
| - - forehand technique | - backhand technique, 70-80° torch angle. |
| - Lack of root fusion | - enlarge root gap |
| Fillet: lack of fusion at standing leg | |
| - Torch directed too much towards horizontal leg | - change torch orientation |
Slag inclusions
| Possible causes | Remedies |
|---|---|
| - welding current too low | - increase welding current |
| - arc voltage too high | - reduce arc voltage |
| - travel speed too low | - increase travel speed; avoid slag running ahead of weld pool |
| - forehand technique | - use dragging technique |
| - torch angle too small | - use 70-90° torch angle; keep slag behind arc |
| - convex beads | - increase arc voltage or apply some weaving |
Centerline cracking on ceramic backing
When welding root passes on ceramic backing strips, centerline cracking (hot cracks) may occur in 1G/PA position. If the current and voltage are too high, a concave bead shape may be formed which, combined with high shrinkage forces, can result in centerline cracking. To avoid centreline cracking, the following guidelines must be observed:- Apply a joint angle of 50-60° and 1/16 to 3/16 in (4-5mm) root opening.
- Use ceramic backing with a rectangular groove. The groove width must be around 5/8 in (15mm).
- Use welding currents below 200A for .045 in (1.2mm) and a low enough arc voltage in order to obtain a flat or slightly convex bead profile.
- A bead depth to width ratio of 1/1 will help avoid centerline cracking.

Troubleshooting
Process faultsAlthough good equipment maintenance and good welder training will help prevent process faults, they can never be avoided completely. In such cases,
understanding the most common causes will help the welder to solve any problems quickly. Listed below are the most common process faults and their likely causes.
| Process fault | Likely causes |
|---|---|
| General | |
| 1. wire stubbing | - Increase parameter - Volts too low for wire feed speed too high for volts. |
| 2. wire burn-back | - spool brake too tight - incorrect parameter settings - - damaged/worn contact tit - incorrect machine burn back setting - slipping in feed rolls |
| 3. Excess spatter | - Incorrect parameter setting - wrong shielding gas - incorrect gas flow - erratic wire feed - damaged or worn contact tit |
| 4. erratic wire feed | - roll pressure too low, causing wire slippage - roll pressure too high, deforming the wire - worn drive rolls - misalignment of rolls or guide tubes - damaged or worn liner incorrect liner type/diameter - incorrect contact hp size - damaged or worn contact tip - spool brake too tight - spool brake too loose(tangled wire) |
| 5. unstable arc | - incorrect parameters - erratic wire Indoing - Incorrect gas flow - Magneic arc blow, due to poor work cable. |